1 引 言
煤矿安全生产是我国安全生产的重中之重,是全国人民都关注的焦点。煤矿输气管道内甲烷浓度的在线检测就是保障安全生产的必须条件之一。
本文讨论的本安型甲烷在线检测系统已被广泛用于煤层气抽放泵站、瓦斯发电站、煤矿井下煤层气输送管道、民用瓦斯输送工程计量等各类管道甲烷检测,还成功应用于燃气发电机组的空燃比电控系统甲烷浓度信号的采集,并实现闭环控制。本系统在环境质量检测和污染源排放监测领域,也有广泛的应用前景。
我国在线分析工程应用领域,2008年由金义忠先生提出本安型样气处理系统的技术概念,并申请了“本安型样气处理系统”的发明专利,本系统最突出的技术特点就是本安型低压差样气处理系统技术,实属煤矿行业安全生产急需的创新技术。本系统与引进国外的同类在线分析仪器相比,具有结构紧凑、价格低、安装维护简便、环境适应性强等优点。
2 对样气处理系统的要求
2.1 样气处理系统技术的核心地位
“样气处理系统技术是在线分析工程技术的核心和关键技术。”[1]本安型样气处理系统自然也是本安型甲烷分析系统的核心和关键技术,如果达不到本质安全的应用要求,几乎不可能应用在煤矿生产领域。样气处理系统和红外甲烷传感器的适应性匹配必须妥善解决,才能保障甲烷在线检测系统的长期稳定运行。
2.2 取样点选择
本系统巧妙利用输气管道上下游两个取样点的压差构成快速循环回路来实现自动取样。直通式取样管伸入工艺管道的长度最好大于管道通径的三分之一,取样管可选用φ12不锈钢管,其末端斜口应背向样气流,同时应注意避免管道内回水可能带来冲击的不利影响。
2.3 样气传输
样气传输管线越短越好,以提高系统的反应速度。为防止北方用户冬季结冰的危害,应采取必要的伴热保温措施:管道保温材料可用硅酸铝保温绳,仪表箱可内衬聚苯乙烯泡沫塑料,伴热宜用蒸气、暖气或热水,谨慎采用电伴热带(管)方式,必须严格评估其对安全性的影响。
2.4 样气处理
我国分析仪器的创始人和开拓者朱良漪教授生前曾精辟总结在线分析的“难点和闪点是:取样系统、可靠性、少维护和软件技术。”[2]在线分析样气处理的原则是样气成分不失真,样气处理装置的可靠性、少维护、安全性以及低成本等,总之对工业生产恶劣的工程现场条件和严格的应用条件必须有极强针对性,并保障实现协调运行的良好效果。
样气处理的具体要求是样气压力控制、样气温度调节、样气的除尘、除湿、样气流量控制以及干扰组分影响误差的控制等。由于本安型的要求,应避免采用抽气泵。
2.5 尾气处理
经红外甲烷传感器检测后的尾气不可以直接排空,必须经过回收管道直接回流入输气管道,真正做到零排放,从而避免造成使用环境的安全隐患和环境污染。
2.6 取样条件
样气温度 >50°
样气湿度 >95% RH
样气压力 >100 kPa(管道正压)
样气压差 <500 Pa(上游取样点和下游回流点之间的压力差)
样气流量 >300 ml/min
3 本安型样气处理系统的设计
图1是水平管道样气处理系统气路流程图,图2的气路流程图与图1完全相同,只是适用于竖直类输气管道。
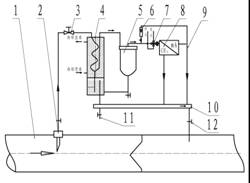
图1 水平管道样气处理系统气路流程图
1-工艺管道 2-取样管 3-调节阀 4-冷却/溢流装置 5-气水分离器 6-流量计 7-校准用切换阀 8-红外甲烷传感器 9-快速置换旁路 10-回流管路 11-排污阀 12-截止阀
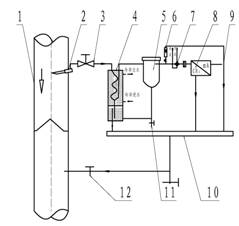
图2 竖直管道样气处理系统气路流程图
3.1 样气处理的过程
输气管道中的源流体经取样管取样后,流经冷却装置降温,冷凝水进入溢流装置后自动溢流排放到回流管路。样气进入气水分离器进一步降温并实现进一步的气水分离,并过滤除去粉尘等杂质。其滤芯采用重庆凌卡分析仪器有限公司具有纳米疏水特性的超微孔SiC高效过滤元件,过滤>1μm的粉尘可达99%,也能凝结分离和拦截>1μm粒度的细细液雾。样气进入甲烷传感器前要加热升温,以避免检测时发生冷凝,影响检测准确度。回流管道是集管式封闭排放,回流输气管道实现零排放。校准用切换阀用于现场免拆卸校准传感器。
由于煤矿生产安全防爆的特殊要求,样气处理系统的防静电设计也十分重要,必须切实做到位。
3.2 本系统的技术特点
在线分析工程技术的专业理论,将样气压力<0.01 MPa(即10kPa)定义为负压类,一般都要使用抽气泵,这是此类样气处理系统的标志性部件。本系统的取样压差低至500 Pa以下,却没有采用抽气泵。这一技术新思维及低压差样气处理技术方案比较容易地实现本安型的苛刻要求,而且结构简单、小巧,使用维护简便,运行协调、可靠,成本也低,为推广应用创造了有利条件。
4 本安型甲烷在线检测系统
煤矿输气管道用本安型红外甲烷在线检测系统由GJG1000H(B)型红外甲烷传感器、本安型样气处理系统和防雨型仪表箱组成。本系统是采用在线分析系统的专业技术经验,针对煤矿瓦斯抽放甲烷在线检测的应用要求和工程现场样气条件、环境条件研制的,具有自主知识产权。
煤炭生产使用瓦斯报警器由来已久,但应用甲烷在线分析系统还是近几年的安全新举措,由于在线应用的苛刻要求,条件的恶劣和样气处理的困难曾被视为是不可逾越的技术障碍。本系统的研制可认为是在线分析工程应用领域的一次技术突破。
4.1 红外甲烷传感器
红外甲烷传感器采用非分光红外光谱法(NDIR),可测定对2~12 μm红外波段有选择性吸收的非单元素气体。根据郎伯-比尔吸收定律:
式中:
I0—红外辐射被气体吸收前的能量
I—红外辐射被气体吸收后的能量
K—被测组分的光能吸收系数(消光系数)
C—吸收气体(即被测组分)的浓度
L—光程,即红外辐射经过吸收气体层的长度
红外甲烷传感器与热导、催化等甲烷传感器相比,具有测量范围宽、灵敏度高、检测准确、选择性好和反应速度快等优点。红外甲烷传感器实现了高精度甲烷检测,同时保持了传统甲烷报警类设备的小体积,适应煤炭产业的行业特点。
红外甲烷传感器通过连接电缆以12~24 VDC本质安全型电源供电,最大输入电流小于100 mA,输出线性的4~20 mA信号或200~1000 Hz信号,属本质安全型设备,防爆标志代号为ExibⅠ。在线连续检测的技术本质上应属于本安型红外在线分析器,煤炭行业习惯称作红外传感器。
红外甲烷传感器可设置干扰滤光片来降低干扰组分(如SO2、H2O等)的干扰误差。
4.2 样气处理系
样气处理系统的低压差取样的适应性及反应速度都应在实际试验中测定。
经实测,本样气处理系统在300 ml/min的最佳流量下的气流阻力是180 Pa,远小于500 Pa,系统的总滞后时间小于15S。
5 结 论
本系统按照GB3836.1-2000《爆炸性气体环境用电气设备 第一部分:通用要求》,GB3836.4-2000《爆炸性气体环境用电气设备 第四部分:本质安全“i”》设计制造。
将非分光红外甲烷传感器应用于煤矿瓦斯抽放类管道甲烷浓度在线检测是当代前没技术,特殊应用要求下本安型样气处理系统的研制成功,有一定新颖的创新性。
本系统克服了传统在线分析系统庞大、复杂,造价高,使用维护复杂、困难的缺点,具有性价比高,体积小(仪表箱体积仅为0.06 m3)、重量轻,安装维护简便,免拆卸校准传感器等一系列优点。由于采用结构简单和低成本的本安型设计,特别适用于煤炭生产中甲烷的实时自动检测。
参考文献
1 金义忠、曹以刚, 在线分析工程技术导论,分析仪器,2008,(5):39-45
2 朱良漪,21世纪的前沿技术 “分析技术”与“自动化”的系统集成,第二届在线分析仪器应用及发展国际论坛 论文集,2007:4-6
 |
 |
 |
 |
 |
 |
 |
 |
| 感动 | 精品 | 一般 | 思考 | 点赞 | 支持 | 高兴 | 路过 |
- 还没有任何内容!